Fabi1 Le 19/07/2022 à 23:58 Salut,
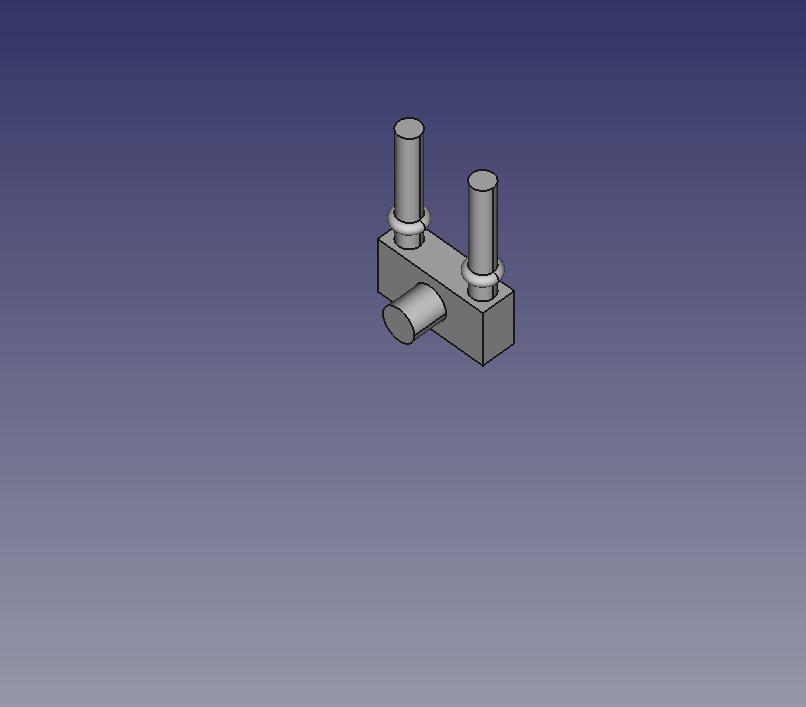
Je n’ai hélas plus de vérin déposés pour voir l’orifice.
Pourquoi pas… c’est à tester.
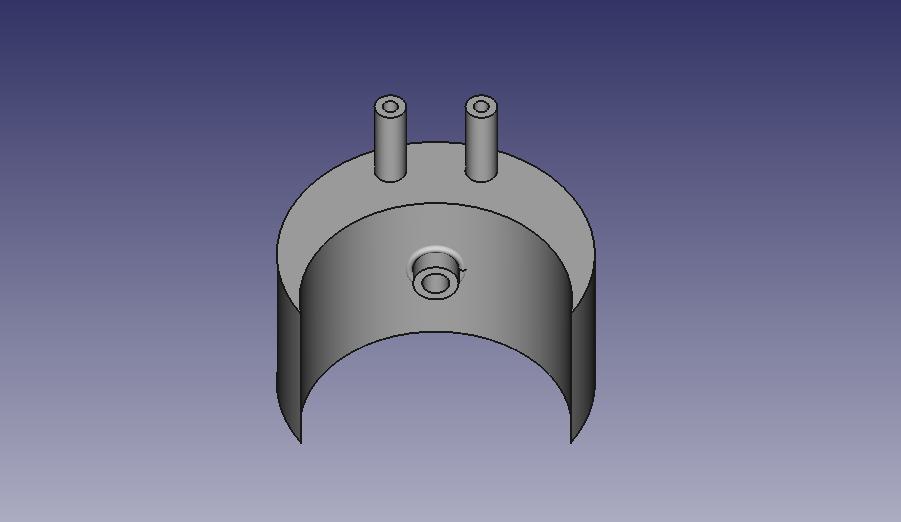
Ça pourra sûrement être moins massif. Des tétines faites avec la 3D pourront aussi faire des départs pour 2 simples durites carburant du même diam que les métalliques de réception sur caisse.

Ourane, GTI 4x4, 14E 1984, 19i BVA
Ex GT et 19D
oui pour les tétines, après il faut que je vois si je fais ça en PLA classique ou en TPU (souple)
Le Pla permettra les tétines, pas le TPU, il faudra raccorder cuivre ou Rilsan dans les trous
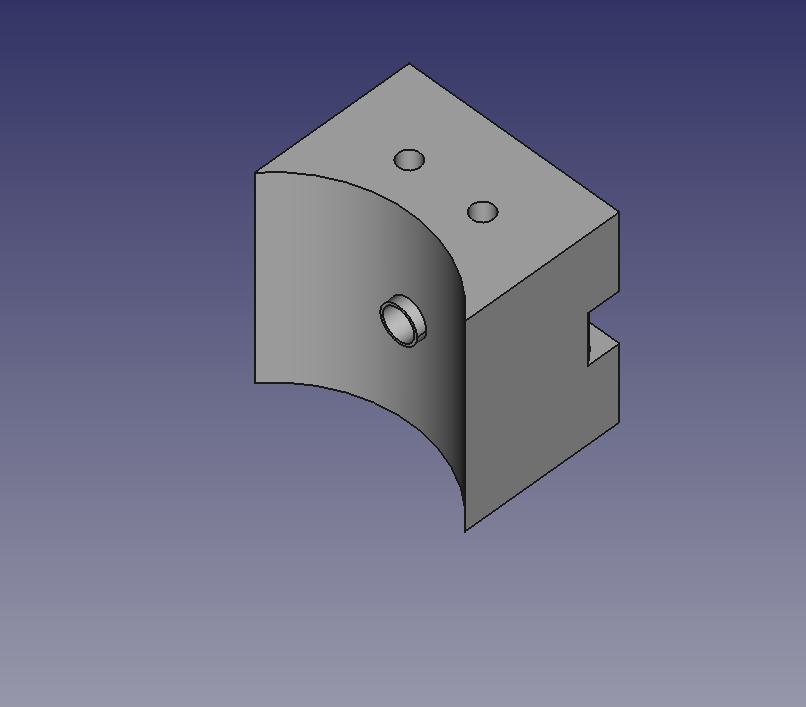
Je verrais bien des filetages 1/4" plutôt que des tétines, il y a des raccords en laiton dans plein de tailles et de configurations. Tu comptes reproduire une version adaptée de la bride qui maintient les deux flexibles ensemble derrière le vérin ? Elle ne me paraît pas indispensable mais ça fait plus propre.
Le filetage 1/4" ce serait la femelle pour mettre un raccord mâle tout fait, donc à tarauder oui, je me suis mal expliqué, le PLA peut être fragile, tant qu'avec du ruban téflon ou autre c'est étanche en serrant à peine, quitte à coller ensuite, c'est pas pire que la pièce d'origine.
Je suis l'affaire avec grand intérêt, si jamais tu envisages une petite série... Les sorties de vérins avant de Cosette ma 16 Evasion sont actuellement réparées façon canne à pèche télescopique. Fonctionnel mais pas propre.

14E 88 (berline donneuse) / 14E Evasion 89 = Griselda / 16TGS Evasion 90 = Cosette ma daily
L'impression 3D c'est tout un monde, on a beau être supporters, quand on n'y connait nibe on peut juste t'encourager à poursuivre...
14E 88 (berline donneuse) / 14E Evasion 89 = Griselda / 16TGS Evasion 90 = Cosette ma daily
Bonjour à tous,
en effet l'impression 3D ne s'improvise pas : sens d'impression, température du lit d'impression, température de l'environnement, rigidité de la machine, compensation de non planéité du lit, ...
bref, il m'a fallut un brin de temps (ça fait 10 ans que j'imprime en 3D) pour trouver mes propres méthodes qui fonctionnent avec ma manière de penser une pièce. (sans compter le temps de modification de mon imprimante)
en bref, le PLA je déconseille formellement pour toute autre application que "décorative". il n'a aucune résistance mécanique, ne supporte ni le chaud, ni le froid et encore moins les UV.
perso je n'utilise plus que de l'ABS imprimé sur plaque de verre.
il me semble avoir poster autour de la réparation de la boite à gant de la BX. une impression PLA. au finish, dès l'arrivée des beau jour, elle s'est déformée et re la trappe ouverte. j'ai recommancé en ABS et fini les problèmes.
autre exemple la trappe du congélateur de mon camping car : elle a tenu 5 jour avec le froid avant de se casser en 2.
au sujet du lissage, je n'ai aucune connaissance d'une méthode efficace avec le PLA en dehors d'appliquer une sorte de vernis qui permet une bonne étanchéité et une bonne finition.
ma méthode pour l'ABS est simple : impression en 100% puis tremper la pièce dans de l'acétone 4 à 5 seconde (mettre des vis dans les filetages pour avoir une forme parfaitement maintenu) et laisser sécher pendant 12 heures minimum.
tout ces matériaux "exotiques" je ne leur fais pas confiance. a écouter de ci de là, au mieux ça s'imprime mal au pire ça bouche la buse (cas vu avec des filaments aspect bois). après chacun voit midi à sa porte.
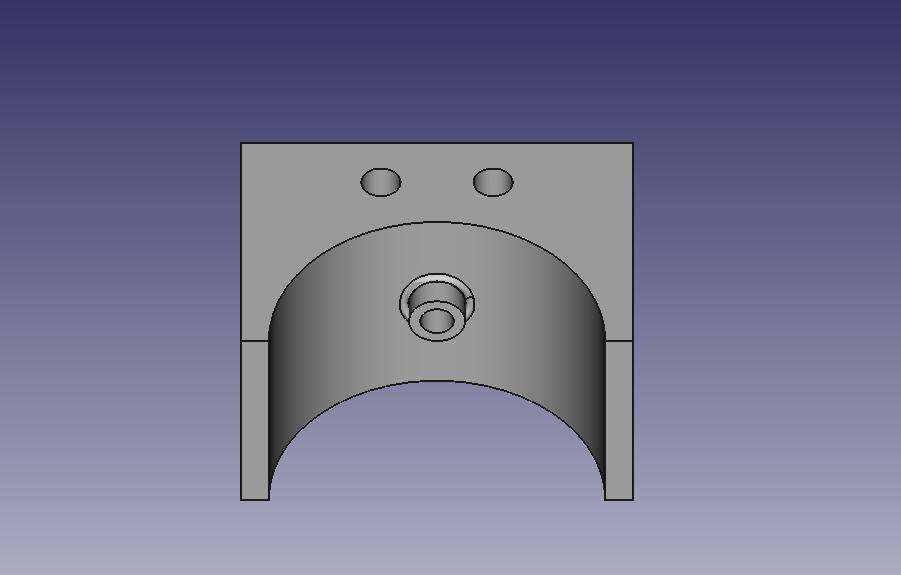
après il y a un autre point que je voudrais soulever : la conception de ta pièce.
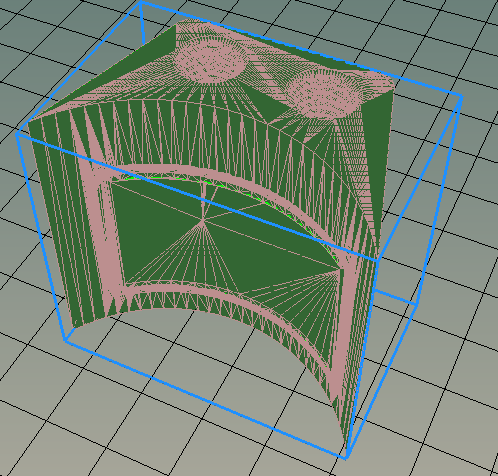
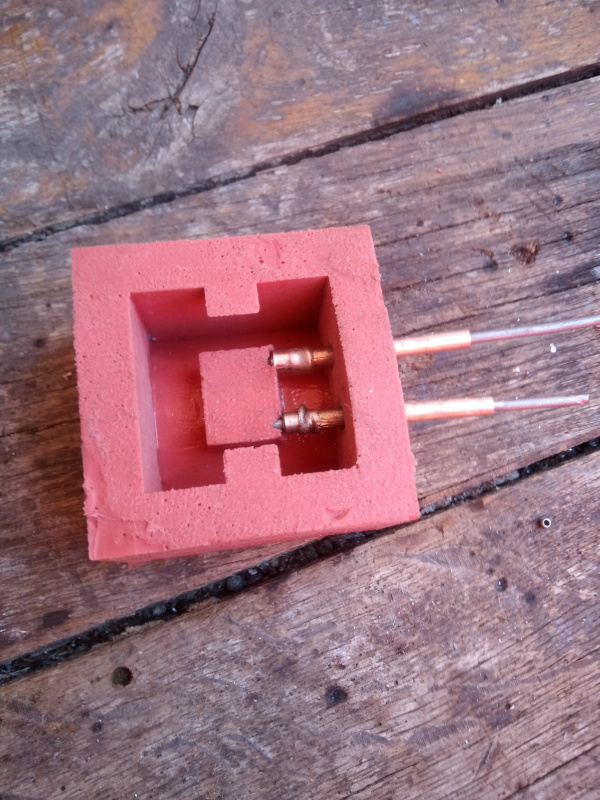
pour moi, elle risque de poser problème car tu n'as pas de chambre de décompression. je m'explique. la pièce d'origine a une chambre (certes plus petite que la mienne) qui à mon sens sert à absorber le flux violent d'air et de LHM qu'il peut y avoir en refoulement (par exemple quand tu prends un ralentisseur).
ton idée de vouloir prendre sur le trou d'origine est intéressante mais réduit considérablement le passage des fluides. j'ai des doutes sur les risques de surpression.
dernier point : heureusement que le LHM ne se colle pas au nitrile ! c'est la base de tous nos tuyaux en "caoutchouc" chez citroën. alors oui, tu peux avoir une certaine tenue mais de là à tenir aux vibration, torsions, ... je n'y crois pas une seconde
prend un exemple simple : la durite d'alimentation en carburant. elle fini par coller avec le temps mais dès que tu applique une légère rotation sur celle ci ça se décolle tout de suite. de plus sur les modèles plus ancien (DS, GS, 2CV, ...) où il n'y a pas de retour au réservoir, essaie de voir combien de temps tient ta durite entre la pompe et le carbu (l'entrée d'essence sur le carbu était en cuivre serti sur les modèles cités) une fois le moteur allumé. la réponse est simple moins de 5 secondes si tu n'a pas mis de collier.
mais bon rien ne remplace ses propres expériences
bon courage

la BX est un excellent mulet ; mais la CX un vrai cheval de trait !!!
De la résine époxy ? Éventuellement chargée de particules pour la renforcer ? Idées en vrac, je ne connais rien au domaine...
14E 88 (berline donneuse) / 14E Evasion 89 = Griselda / 16TGS Evasion 90 = Cosette ma daily
Sinon tant que tu es dans les expérimentations, de l'ABS de provenance de morceaux de carénages cassés ?
Ou plein de provenances autres, électro-ménager HS, etc ?
14E 88 (berline donneuse) / 14E Evasion 89 = Griselda / 16TGS Evasion 90 = Cosette ma daily
ah-ah, blague à part, mis à part le kWh (et le temps), qu'esse tu risques.. Je veux bien payer six kWh tiens ;--)
Encore une fois, bravo pour aller de l'avant, et pour nous faire suivre.
14E 88 (berline donneuse) / 14E Evasion 89 = Griselda / 16TGS Evasion 90 = Cosette ma daily



















{kind=link}